從第一臺商用機引入算起,無溶劑復合在中國的應用發展有二十多年的歷史了。但前些年基本都是在普通的常規結構上應用,也就是人們常說的在非高阻隔材料上的應用。行業應用痛點主要集中在高阻隔材料上不能正常商業化生產。本文以大量的實踐經驗為依托,從應用理論角度加以分析,詳細闡述了無溶劑膠水在高阻隔材料復合中產生白點或氣泡的原因,并提供了相應的解決方案。
一、傳統觀點:二氧化碳理論
對于無溶劑復合高阻隔材料產生氣泡的原因,行業內普遍流行的觀點是:雙組分聚氨酯膠水在熟化反應過程中產生二氧化碳氣體,高阻隔材料無法排出從而導致表觀出現氣泡。
我認為這個觀點是不對的。
首先,我們來看一下雙組分聚氨酯膠水反應的基本原理: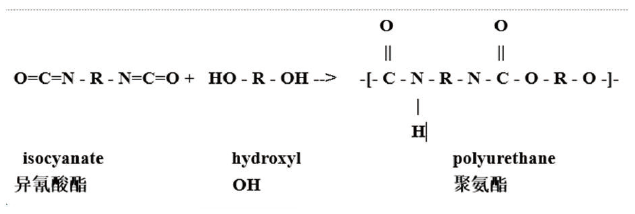
從反應方程式來看,膠水反應并沒有二氧化碳的產生。
但是二氧化碳理論支持者認為:這是絕對理論的兩個組分反應,在現實工業化生產中,不可能處于純理想狀態,環境中會有水分存在,有水分參與反應,因此產生了二氧化碳,也就是說,實際生產中的反應應該是:
讓我們通過反證法來論證,即使有環境中的水與膠水反應產生了二氧化碳,二氧化碳也到不了復合膜里面并被封住形成氣泡: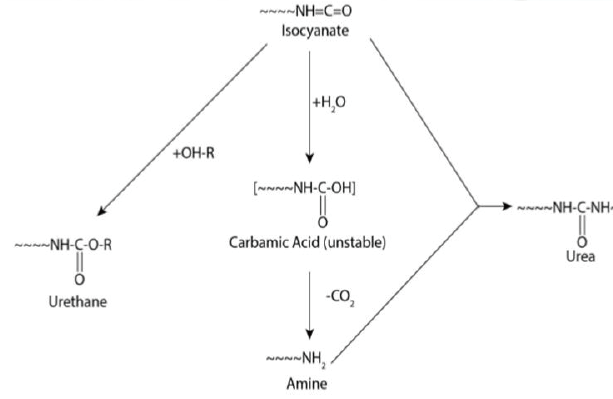
首先可以排除膠水本身,因為膠水是不含水分的,那么水分只能在從涂布到復合前這一段時間里進入到反應進程中,而膠水實際在膠盤處就已經開始反應,如果在這個環節進入體系,并且開始反應,而水與-NCO反應的優先級別是很高的,也就是優先反應,如果有水優先反應的話,二氧化碳也應該早就排出了(當然,我們可以假定沒有排凈,在后面的闡述中也會沿這條線來討論)。
那么接下來就是在涂布完到進入復合環節之間,但在這個環節,首先無溶劑的橋架距離就短,其次如果按100m的車速算,只有不到0.05s的時間,在這個時間里吸收空氣中的水分是非常有限的,何況在冬季的北方,空氣濕度達到0的時候,根本不存在能吸收到水分的情況。
說到這里可能有人提到單組分的情況,但這是不同的情況。
二、復合膜出現的氣泡不是由二氧化碳導致的,至少絕大部分不是
第一、我們假設產生了二氧化碳
先看一組材料對二氧化碳的透過率。
表1 各種常見薄膜及相應PVDC涂布膜阻隔性能比較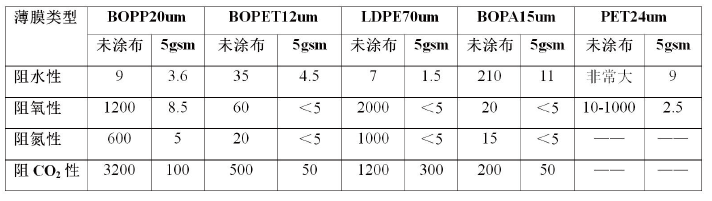
*數據來源《常用材料阻隔性能》
從上表中可以看出,PET和PA對二氧化碳的阻隔性都很好,我們也知道AL和VMPET對二氧化碳的阻隔性也非常好。當氣體受熱時體積會膨脹得很明顯。那么如果是反應產生了二氧化碳,我們把復合膜放在不同的溫度條件下熟化獲得的最后表觀效果應該是不同的,也就是說我們在不考慮其他因素的情況下,把復合膜放在60℃的條件下和放在30℃的條件下,氣泡應該會有明顯的不同,60℃時被頂起來的氣泡應該要大很多才對,但我們看到的事實卻不是這樣的。
有時在特殊的條件下,我們還發現把復合膜放在室溫后一段時間,再進熟化室就可以避免有泡,這是為什么呢?
我們來看看第二個假設:
第二、假如產生了二氧化碳,那么二氧化碳逃逸有兩個方向:一個是從面上,一個是從側面亦或叫層間縫隙。如下圖: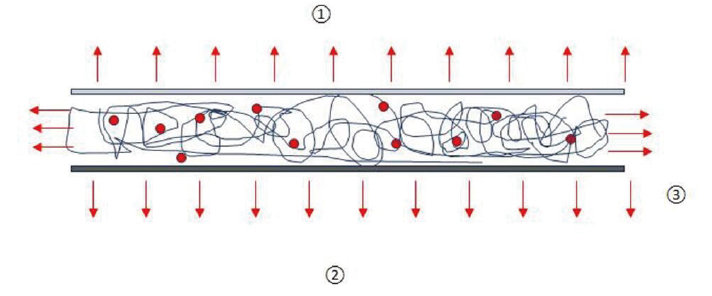
上圖中雜亂無章的為膠水層,中間的紅點為假定產生的二氧化碳,箭頭為假定二氧化碳逃逸的三個方向:1號和2號方向為從復合面層的平面逃逸,3號為從兩層材料之間的斷面逃逸。2號和3號方向優先逃逸的為對二氧化碳阻隔性差的材料側。
如果是對二氧化碳阻隔性好的材料,我們可以理解為從逃逸方向選擇性上看,3號通道是最有利于逃逸的。因為二氧化碳的分子直徑為0.33nm, 通常膠層厚度都在1.2~2μ之間,遠大于二氧化碳的分子直徑,同時膠黏劑在反應過程中最少要10個小時以上才能定型。
我們對上述兩種情況分別做假設:從平面上逃逸為主(表面積最大),那么如果是由于二氧化碳導致的表觀氣泡,那么我們應該看到的現象是卷芯有氣泡,卷外沒有,尤其是外面幾層,因為卷內由于卷壓的存在不利于氣體排出,而卷外對氣體逃逸有力,但我們看到的事實都是卷外有氣泡,而卷內沒有。我們再次對3號逃逸方向假設,如果是從端側逃逸,那么我們應該看到的是如下圖所示: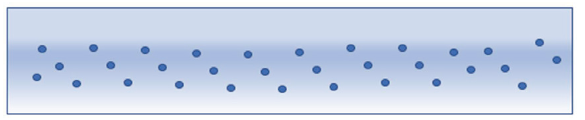
即從頭到尾都是靠近兩個端面側沒有氣泡或很少氣泡,而中間氣泡密集。但事實我們沒有看到這個效果,反而是相反的結果居多。
如果把1、2、3號疊加效果,理應看到的結果如下圖: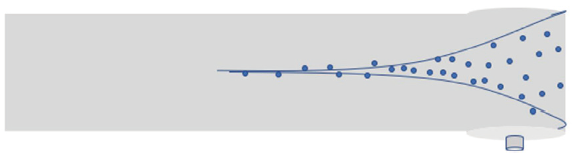
也就是說靠近端面的表面應該沒有或者只有很少的氣泡,最外面的也沒有,而后呈平放的漏斗形向卷芯排布。甚至是在靠近斷面的諸如1cm 或者一個有限的范圍寬度,從卷表到卷芯均沒有氣泡。但事實再次證明,我們沒有看到上述假定的結果。
通過以上反證法可以證明:復合膜出現的氣泡不是由二氧化碳導致的,至少絕大部分不是。當然也有一部分是因為二氧化碳造成的,那是因為創造了生成二氧化碳的條件。這個可以通過工藝控制。
如果是二氧化碳影響,根據常識可以判斷上膠量越大,產生的二氧化碳氣體越多,氣泡應該也越多,但在現實中是上膠量越低,在高阻隔材料上氣泡越多,這也和二氧化碳理論產生的氣泡相矛盾。
綜上所述,即使膠黏劑在生產中吸收水氣產生二氧化碳,也不是在正常工藝控制時,高阻隔材料復合產生氣泡的原因。
三、氣泡產生的原因
那么究竟是什么原因造成的氣泡呢?
個人認為氣泡是表面張力及初粘力共同作用而導致的逆流平所致。
我們經常提到薄膜要保證足夠的電暈值才能正常印刷和復合,我們先看一下常見材料的表面張力: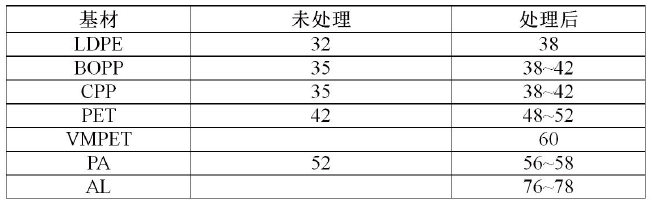
我們可以發現,阻隔性好的材料,都是表面張力值高的極性非吸收材料!
在證明二氧化碳理論走不通的時侯,這個規律給了我們一個新的方向去思考:我們都知道液體是有表面張力的,借鑒印刷油墨的經驗,普通溶劑型油墨通常是在32~33dyn,根據表面張力學理論:液體表面張力必須要小于固體的表面張力才能充分浸潤,也就是我們所說的流平,否則就會出現露珠效應。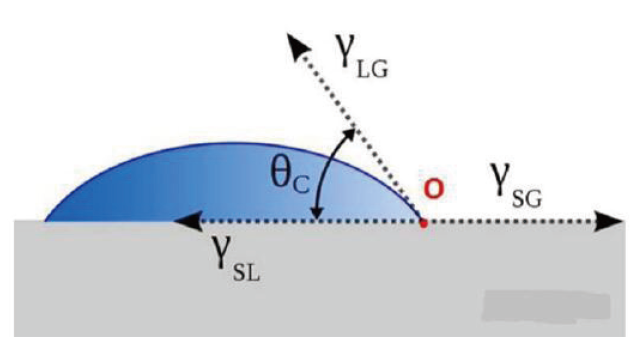 o這個點處受力平衡,不再有其他外力時,液滴可以在固體表面上維持一定的形狀穩定存在。這個形狀由那個弧形箭頭的角(接觸角or潤濕角)來量化表示。由他的大小表征出液體在固體上具有的形態特征。如下圖所示:這個點處受力平衡,不再有其他外力時,液滴可以在固體表面上維持一定的形狀穩定存在。這個形狀由那個弧形箭頭的角(接觸角or潤濕角)來量化表示。由他的大小表征出液體在固體上具有的形態特征。如下圖所示:
o這個點處受力平衡,不再有其他外力時,液滴可以在固體表面上維持一定的形狀穩定存在。這個形狀由那個弧形箭頭的角(接觸角or潤濕角)來量化表示。由他的大小表征出液體在固體上具有的形態特征。如下圖所示:這個點處受力平衡,不再有其他外力時,液滴可以在固體表面上維持一定的形狀穩定存在。這個形狀由那個弧形箭頭的角(接觸角or潤濕角)來量化表示。由他的大小表征出液體在固體上具有的形態特征。如下圖所示:

請注意:O點不再有其他外力時,液體才可以在固體表面維持穩定存在,如果有外力存在,則會改變這種狀態。
第二個非常有用的信息是:100ml按比例混合好的A組分和B組分固化后得到的不是100cm³,而是要少,但具體少多少由于實驗條件所限沒有測到具體數據,但目測350ml能少30ml左右。根據化學知識可以推斷出每種不同的配方設計減少的體積應該是有差別的。
那么體積減少的收縮力就是破壞液體在固體表面平展效果的影響因素之一。
同時還有個過程是膠水由流體變成非流體的相變過程,在這一變化過程中,已經超出了簡單的表面張力潤濕理論范疇,臨界表面張力一直在變,并且還會受到其他因素影響,比如說同樣是流體分子量大,表面張力也大,分子的極性、分子大小、分子間距、氫鍵多少等。同時還需要考慮液態時的粘性以及粘性變化。要按照純熱力學表面張力理論去分析,不能生搬硬套,更復雜的微觀分析只能交給更專業的人士去探索,這里只能起到拋磚引玉的作用。
個人從宏觀上猜測:膠水在固化過程中,膠水的內聚力在變大,當變到大于等于表面液-固界面張力時,產生“逆流平”現象,但這又參雜了膠水在固相界面的粘性,以及氫鍵等化學鍵作用力,也是抵制“逆流平”現象的產生。這是一個動態的博弈過程。同時我們還要考慮卷壓的外在壓力影響,這也是關鍵的工藝之一。所以不能直接套用簡單的表面張力學原理來分析解釋這個復雜的過程。
因為卷壓大就意味著在復合膜平面向內有一個壓力,如下圖: 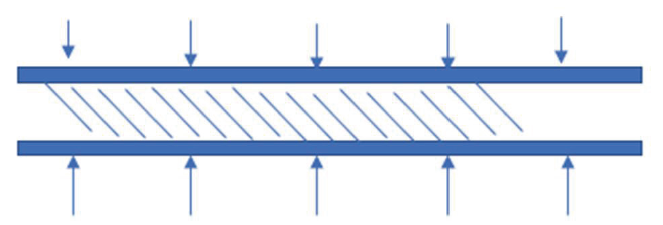
當卷壓帶來的壓力不能補充界面間粘性阻力,用范德華力及化學鍵力來抵制“逆流平”,則白點出現,也是很多人俗稱的“氣泡”。
先來解釋一下白點和氣泡。白點和氣泡是兩個完全不同的概念,白點為純光學效果,產生了反射角突變的界面所導致,白點是空心的,里面沒有氣體,而氣泡是里面有氣體,氣泡處為氣相與固相的界面,換句話就是說那個地方本應該是有膠水的,結果被氣體取代,從而導致光學效果反射角突變。
我們用下圖來簡單解釋: 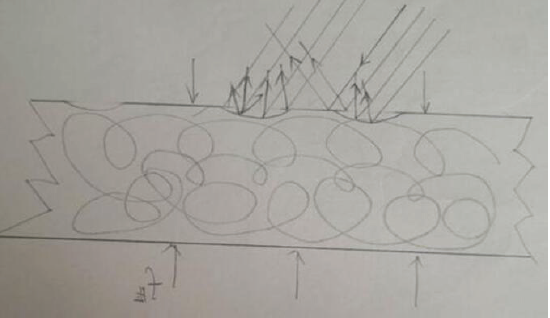
當上述講的白點情況發生時,也就是在界面上出現膠水收縮而導致的局部膠水厚度凹坑,光學狀態如上圖所示。
這也是為什么無溶劑膠水卷壓要大的原理所在,因為卷壓大的時候,會讓膠水體積收縮的方向為厚度方向,如果卷壓不大的情況下受“逆流平”作用影響,膠水體積會在平面方向收縮,而厚度收縮是不影響膠層的厚度不均的,平面方向收縮則會影響膠層厚度凹坑產生。
我們來用“逆流平”理論解釋一下現實生產中的現象:
現象1: 卷內好,卷外差,越往外越差,因為越往外卷壓越小。
現象2: 需要較大的上膠量,上膠量越大,效果越好! 上膠量大了之后盡管有收縮,但膠水層間也可以吸收消化一部分體積減小量,或者說不會產生界面空穴或斷檔。
現象3: 如果注意觀察,剛下機時的高卷壓膜卷手感很硬,有時感覺像石頭一樣,但熟化好后手感就軟一些,這不但是膜受熱變軟所造成的,應該是從微觀上,層間距變小了,痕量累積后就造成了一定的手感變化。
現象4: 在做高阻隔的產品設計中,如果有無法補償的墨層厚度斷崖式落差,在這個部位有白點,其他地方都好。這是因為這個地方沒有外界壓力補償,導致膠水“逆流平”。
現象5:有時直接放高溫熟化室會有白點或氣泡,而先低溫放置一下,再放高溫就沒有。這是因為在這種情況發生時,也是打破了動態平衡,也就是說根據化學反應動力學知識,溫度高,化學反應劇烈,那么相應的收縮也就越急劇,當半流體與固體(基材)界面的附著力還沒有跟上,體積收縮而產生的內應力快速上升,這樣就會打破原有的動態平衡,從而導致白點或氣泡產生。
還有很多現象,以及在文章前面所有用反證法排除二氧化碳導致的例證都可以用“逆流平”解釋通。
那么接下來的問題是為什么表面能高的出現白點或氣泡,而表面能低的不出現,或者是只要有一個表面能低的材料就不出現白點或氣泡?
這應該是和高表面能的材料表面極性或者相變過程中是否有引斥互換等相關,或者有更高深的理論可以解釋,但至少不是單純的表面潤濕,限于筆者知識目前無法深入剖析。
四、結語
綜上所述,在熟化過程中,低表面能材料上不產生“逆流平”現象,那么就好解釋只要有一個是低表面能的材料,復合就不會出現白點、氣泡的問題,這是因為有一側抵制了“逆流平”,膠水分子的內聚力會使收縮方向更傾向于厚度方向而不是平面方向,或者通俗的說法叫“能在表面上站住”。
通過分析無溶劑復合在高阻隔材料上出現白點或氣泡的形成原因,我們可以知道,在其他條件都相同的情況下,唯一能選擇的就是膠水。選擇使用能克服上述“逆流平”的膠水,避免“逆流平”現象產生,這是生產高阻隔材料應用的第一步。然后是控制工藝,以及選擇合適的設備配置,這里面也有很多要點需要注意,在下次的分享中再就這方面做較為詳細的闡述。